
Venner der gørInvesteringsstøbningVed, at denne virksomhed handler om "detaljer bestemmer succes eller fiasko". Kunder ønsker muligvis flyblade, medicinsk udstyr eller præcisionsinstrumentdele og en forskel på 0,01 mm kan få produktet til at blive skrotet. Lad os i dag tale om, hvordan vi opnår støbningens nøjagtighed.
1. Wax Model Making - The "First Pass" af nøjagtighed
Voksmodellen er som "genet" af støbningen. Hvis dette trin er skævt, vil alle de andre være forgæves. Nu bruger mainstream 3D-udskrivningsvoksmodeller, og nøjagtigheden af lysharpiks kan nå ± 0,05 mm, hvilket er meget bedre end traditionel håndskæring. Men vær opmærksom på temperaturkontrol. Hvis workshopstemperaturen adskiller sig med 5 ℃, kan krympningshastigheden for voksmodellen være uberegnelig. Det anbefales at bruge konstant temperatur- og fugtighedsudstyr, spar ikke disse små penge.
2. Shell Making Process - Lad ikke den keramiske shell "pit" dig
Hvor mange lag af silica -solmaling påføres, og hvor tyk hvert lag påvirker den endelige størrelse. En fabrik var doven og børstet et mindre lag, hvilket resulterede i sandhuller over hele støbningen. Nu er det populært at bruge "Gradient Shell Making" - fint pulver til det indre lag og groft pulver til det ydre lag, som ikke kun kan sikre glathed, men også reducere stressdeformation. Husk at tørre skallen i lang tid, ellers vil den "eksplodere" direkte under dewaxing.
3. smeltning og hældning - "temperament" på det smeltede metal skal forstås
Krympningshastigheden for rustfrit stål og høj temperaturlegering kan variere med 1%! Formstørrelsen skal justeres i henhold til materialegenskaberne. Hældningstemperaturen er endnu mere kritisk. En bestemt luftfartsdelfabrik skrotede direkte støbningen, fordi temperaturen var 20 ℃ højere, og kornstørrelsen var grov. Nu bruger vi muggestrømsanalysesoftware til at simulere på forhånd, hvilket er meget mere pålideligt end forsøg og fejl.
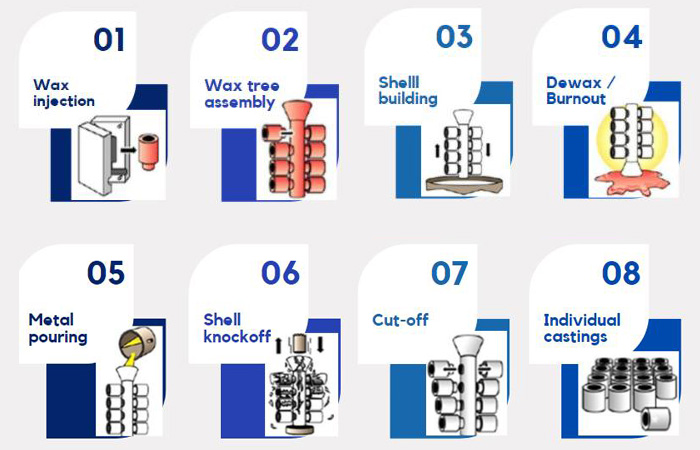
4. efterbehandling - slibning er ikke baseret på brute force
Det er mere stabilt at bruge robotter til at slibe burrs afInvesteringsstøbningerend manuelt arbejde, men programmeringen er fint. Jeg har set folk bruge store slibningshjul for at spare problemer, men de slibes gennem de tyndvæggede dele. "Magnetisk slibning" er populær nu. Små dele afrundes af sig selv i magnetfeltet, og nøjagtigheden kan kontrolleres til ± 0,02 mm.
5. Inspektionsmetoder - Vent ikke til forsendelse for at "åbne den blinde boks"
Tre-koordinatmålemaskine er standard, men glem ikke røntgenfejldetektion. Der var en fabrik, der lavede turbineblade. Overfladeinspektionen var alle kvalificeret, men røntgenstrålingen fandt interne porer og mistede næsten kundens ordre. Nu bruges selv AI -visuel inspektion, hvilket er hurtigere end det menneskelige øje og ikke begår fejl.
Konklusion:
I den endelige analyse opnås nøjagtigheden af støbegods ved et helt sæt "kombinationsstanser". Fra voksforme til inspektioner skal hvert link tages alvorligt. Nu er markedskonkurrencen så hård, den, der kan få en ekstra 0,01 mm i nøjagtighed, kan tage avancerede ordrer. Næste gang kunden spørger "hvordan man sikrer nøjagtighed", skal du bare smide denne artikel til ham - professionelle forhold skal løses med professionelle metoder.
Som professionel producent og leverandør leverer vi produkter af høj kvalitet. Hvis du er interesseret i vores produkter eller har spørgsmål, er du velkommen til atKontakt os.
De fleste af vores tilbud leveres indenfor 24/36 timer. og normalt på meget kortere tid, afhængigt af projektdetaljer.
Vores team vil kontakte dig direkte om dit CNC-bearbejdningstilbud for at sikre, at du har modtaget og forstået alle aspekter af dit tilbud og for at besvare eventuelle spørgsmål, du måtte have om dine muligheder.